As a sediment drip trap manufacturer and a worldwide digester equipment supplier, Vortex Engineering provides large variety of design options.
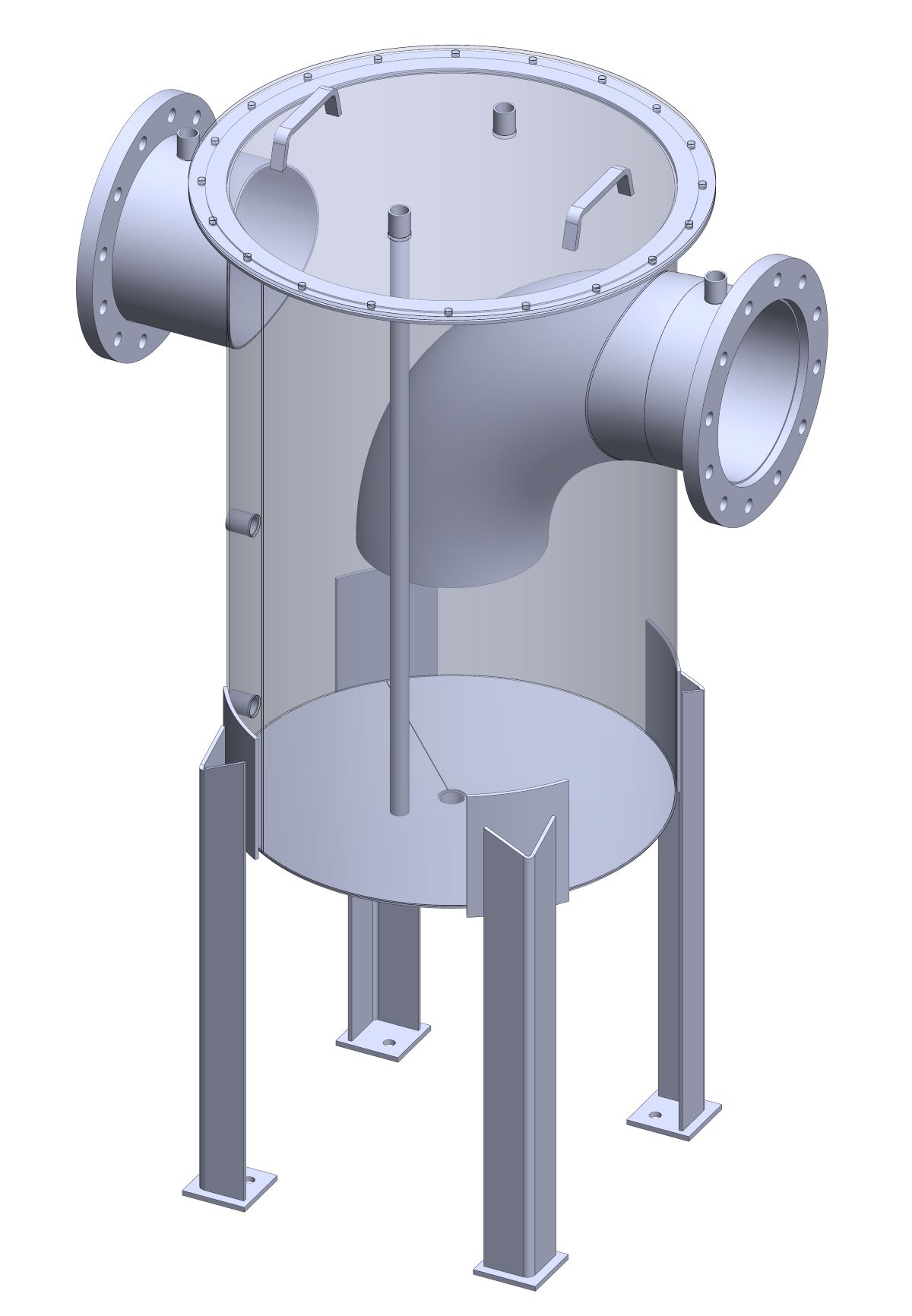
Sediment drip trap is designed to separate and collect condensed water and sediment particles from the system.
By setting the collected gas into a spiral motion, heavy particles and water are forced to accumulate on the container wall and therefore are collect at the bottom of the container.
As a result, the accumulation of foam particles and other solid matter inside the pipeline is prevented. Drainage is handled by a ball valve or a siphon.
Flushing connections, level indicator or inspection glass can optionally be installed.


{kind=link}



{kind=link}